










Подготовка векторов в программе Artcam 2012
Открываем программу Artcam 2012

Файл – Новый – Модель (Ctrl+N)

Задаем размер модели, в нашем случае 150 х 150 мм

Смотрим чтобы радиокнопка была в положении – мм. Нажимаем – готово.
На панели слева находим значок «Создать векторный текст»

Из выпадающего меню выбираем шрифт ALGERIAN, 24 шрифт, интервал между символами 20.
Вводим на рабочем поле необходимый для выжигания текст. В нашем случае это «Cncmachines Western» и выравниваем текст по центру.
Нажимаем — готово.

Дальше повторно нажимаем на левой панели значок «Создать векторный текст» и выбираем в самом низу шрифт (Webdings).

В этом шрифте, как и в других шрифтах с пометкой Webdings (Webdings1, Webdings2 итд) содержится много простых векторных картинок которые особенно хорошо подходят для выжигания лазером.
Чтобы поставить картинку с домиками нужно нажать на английской раскладке shift + b. Нажимаем — готово.

Дальше нам необходимо выровнять и увеличить вектора. Для этого находим в левой панели нажимаем на значок «Выбрать» и нажимаем ЛКМ на текст (Cncmachines Western).

После того как он выделен, находим в меню слева значок «Преобразовать» (или открываем нажатием «T»), нажимаем на него.
Нам нужно выставить текст в нижнем левом углу. Для этого находим в открывшимся окне пункт «Положение центра» и нажимаем в квадрате левую нижнюю точку.

Ставим ноль в окне Х и У. Нажимаем — применить.

Дальше в пункте «Масштаб и размер» в окне «ширина» ставим значение 150 мм. Нажимаем — применить.

Векторный текст должен выровняться по всей ширине модели.

Дальше нам необходимо выровнять векторный рисунок домиков ровно над тестом.
Для этого снова на левой панели выбираем значок «Выбрать» и выделяем вектора с домиками.
Дальше нажимаем на вектор домов ПКМ и в выпавшем меню выбираем пункт «Центр модели».

Наш векторный рисунок переместился в центр модели. Теперь нам необходим его увеличить.

Как и в прошлый раз с текстом выбираем из левого меню значок «Преобразовать» (или открываем нажатием «T»). В открывшимся окне находим пункт «Положение центра» и нажимаем в квадрате центральную точку и в в пункте «Масштаб и размер» в окне «ширина» ставим значение 60 мм. Нажимаем — Применить.
Закрываем окно. Все, наши вектора готовы, теперь можно переходить к формированию управляющей программы для станка.

Формирование управляющей программы для выжигания лазером по вектору в программе Artcam 2012
В верхней панели нажимаем на пункт меню «Траектории», в выпавшем списке наводимся на пункт «Новая 2D траектория» и выбираем в окне справа пункт «Профиль»

В появившимся окне «Обработка по профилю», в пункте «Глубины резанья» выставляем:
- Начальная глубина: 0
- Конечная глубина: 0.001
- Точность: 0.001

Находим пункт «Профильный инструмент» нажимаем ЛКМ на красную надпись «нажмите для выбора…». Должно открыться окно «База инструмента».
Теперь нам нужно создать инструмент для обработки. В нашем случае это будет не фреза, а лазер, которого нет в списке.
Для этого нужно ввести характеристики лазера вместо любой другой фрезы из списка. В нашем случае я выбрал концевую фрезу. В таком типе фрезы меньше всего лишних настроек, которые не имеют отношения к лазеру.
Инструменты и группы — Metric Tools — Steel — End Mill 12mm. Выделяем фрезу End Mill 12mm и нажимаем «Изменить»

В появившемся окне «Редактировать инструмент» проверяем пункты «Единицы» и «Подача». Они должны быть выставленные в миллиметрах.
Также изменяем пункты «Диаметр», «Шаг по Z» и «Описание»:
- Описание — Лазер
- Диаметр — 0.001
- Шаг по Z — 0.001

Нажимаем «Ок»
Выбираем Лазер, нажимаем «Выбрать»

Вместо красной надписи «нажмите для выбора…» должен появится наш инструмент «Лазер».

Теперь опускаемся в самый низ настроек и находим пункт «Безопасная Z». Нажимаем ЛКМ по нему и меняем настройки в выпавшем меню.
- Безопасная Z: 0.01
- Исходн. Х: 0.001
- Исходн. У: 0.001
- Исходн. Z: 0.01
Дальше зажимая ЛКМ выделяем все наши вектора (ctrl+A) и нажимаем «Вычислить сейчас»

Если вы все сделали правильно, то вектора должны подсветится красным цветом.

Дальше нам необходимо сохранить УП.
Для этого в верхнем меню находим пункт меню «Траектории», в выпавшем списке нажимаем на пункт «Сохранить траекторию как…»

В появившимся окне «Сохранить траектории» обязательно выбираем формат файла Mach2 mm!
Вводим название файла и место куда сохранять сам файл.
В нашем случае название файла «lazer western 2.cnc» сохраняем на диск «С:»
Нажимаем «сохранить». Файл управляющей программы создан.

Настройка выжигания лазером по вектору на станках серии «Кречет» в программе CNCut
Открываем программу CNCut

В верхнем меню Файл — Окрыть.

Загружаем раннее созданный файл с управляющей программой lazer western 2.cnc в CNCut.

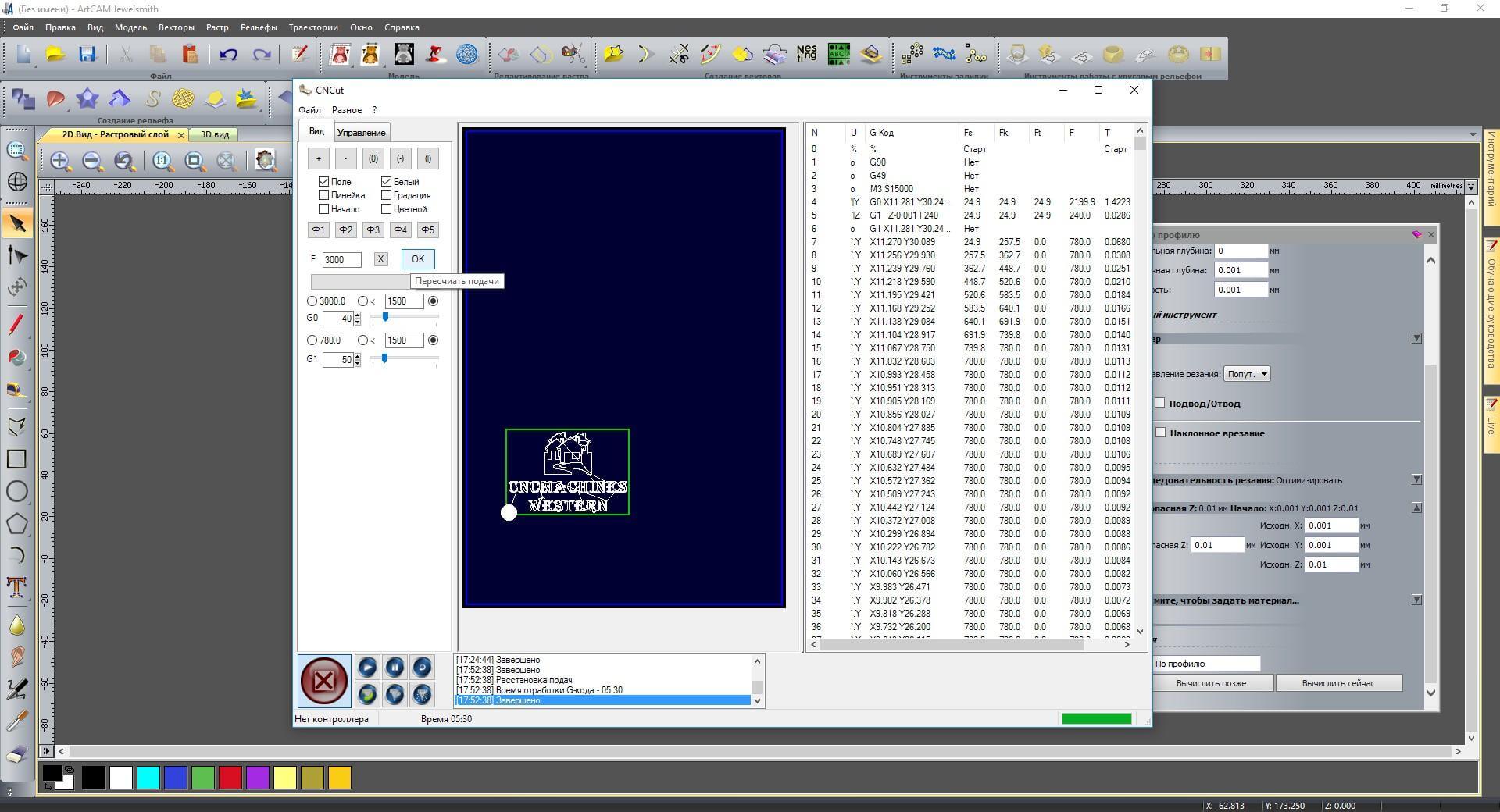
После загрузки файла, в программе должно быть видно вектора, в нашем случае это надпись и домики. Внизу видно время для выполнения задачи при текущих настройках.

Меняем настройки:
- В левом меню необходимо поменять скорость G1 и G0, это рабочая и холостая подачи.
- Включаем радиокнопки в крайне правом положение.
- Меняем подачи на 1500. (Регулируя рабочую подачу можно добиться более сильно прожига на светлых типах материалов.)
- Меняем положение G1 на 50. (это ускорение и торможение в конце векторов, увеличиваем это значение чтобы лазер не оставлял точки)
- Нажимаем «ОК»

Видим, что время обработки изменилось с 7 до 5:30 минут.
Дальше в кладке «Управление» выставляем нули, и с помощью движения по оси Z и линзы на самом лазере подбираем оптимальных фокус и нажимаем старт.
